


أثناء عملية تحبيب العلف في آلة تصنيع الحبيبات، قد تظهر حبيبات علف فردية أو حبيبات علف فردية بألوان مختلفة، تُعرف عادةً باسم "العلف الزهري". هذه الظاهرة شائعة في إنتاج الأعلاف المائية، وتتجلى بشكل أساسي في اختلاف لون الحبيبات الخارجة من قالب التشكيل، حيث يكون لونها أغمق أو أفتح من لون الحبيبات الأخرى، أو في عدم تجانس لون سطح الحبيبات، مما يؤثر على جودة مظهر دفعة العلف ككل.

الأسباب الرئيسية لهذه الظاهرة هي كما يلي:
a)إن تركيبة المواد الخام للأعلاف معقدة للغاية، حيث تحتوي على أنواع كثيرة من المواد الخام، وخلط غير متساوٍ، ومحتوى رطوبة غير متناسق للمسحوق قبل معالجة جزيئات العلف.
b)يتباين محتوى الرطوبة في المواد الخام المستخدمة في عملية التحبيب. في عملية إنتاج الأعلاف المائية، غالبًا ما يكون من الضروري إضافة كمية قليلة من الماء إلى الخلاط لتعويض فقدان الماء في المواد الخام بعد الطحن فائق النعومة. بعد الخلط، تُرسل المواد إلى جهاز التكييف للمعالجة الحرارية. يلجأ بعض مصنعي الأعلاف إلى عملية مبسطة للغاية، حيث يضعون المواد اللازمة للتركيبة مباشرة في الخلاط ويضيفون كمية كافية من الماء، بدلًا من اتباع عملية إضافة دقيقة وبطيئة وفقًا للمتطلبات المهنية. لذلك، يجدون صعوبة في ضمان توزيع متوازن لمكونات العلف من حيث ذوبانها في الماء. عند استخدام هذه المكونات المخلوطة في المعالجة الحرارية، نلاحظ أنه نظرًا لكفاءة جهاز التكييف، لا يمكن توزيع محتوى الرطوبة بسرعة وبشكل متساوٍ. وبالتالي، يتباين نضج منتجات العلف المعالجة بالبخار بشكل كبير بين أجزائها المختلفة، ويصبح تدرج اللون بعد التحبيب غير واضح بما فيه الكفاية.
c)تحتوي حاوية التحبيب على مواد معاد تدويرها خضعت لعملية تحبيب متكررة. لا يمكن تحويل المادة الحبيبية بعد التحبيب إلى المنتج النهائي إلا بعد تبريدها وغربلتها. غالبًا ما يدخل المسحوق الناعم أو الجزيئات الصغيرة المنخولة في عملية الإنتاج لإعادة التحبيب، عادةً في خلاط أو في صومعة انتظار التحبيب. نظرًا لأن هذا النوع من المواد المعاد تدويرها يُعاد تأهيله وتحبيبه، فإذا اختلط بشكل غير متجانس مع مواد مساعدة أخرى أو مع جزيئات صغيرة من آلة التحبيب بعد التأهيل، فقد ينتج عنه أحيانًا "مادة زهرية" في بعض تركيبات الأعلاف.
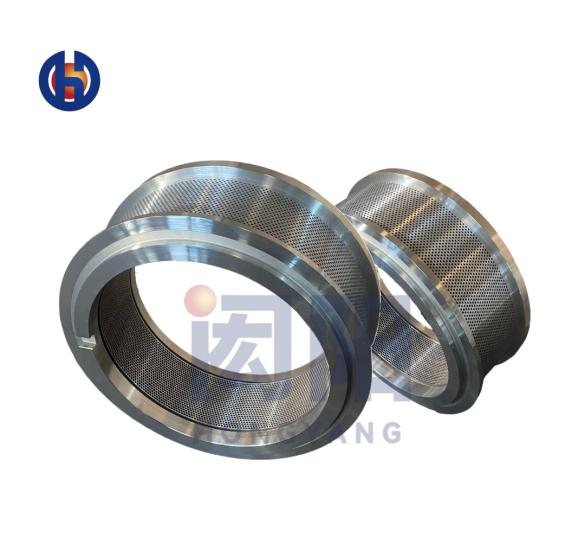
d)إن نعومة الجدار الداخلي لفتحة قالب الحلقة غير متجانسة. وبسبب عدم تجانس سطح فتحة القالب، تختلف مقاومة وضغط البثق الذي يتعرض له الجسم أثناء عملية البثق، مما يؤدي إلى تغيرات لونية غير متناسقة. إضافةً إلى ذلك، تحتوي بعض قوالب الحلقة على نتوءات على جدران الفتحات الصغيرة، والتي قد تخدش سطح الجزيئات أثناء البثق، مما ينتج عنه ألوان سطحية مختلفة للجزيئات الفردية.
إن طرق التحسين للأسباب الأربعة المذكورة أعلاه لإنتاج "مواد زهرية" واضحة تمامًا، وتتمثل أساسًا في التحكم في تجانس خلط كل مكون في التركيبة وتجانس خلط الماء المضاف؛ كما أن تحسين أداء التبريد والتطبيع يقلل من تغيرات اللون؛ والتحكم في مادة آلة الإرجاع. بالنسبة للتركيبات المعرضة لإنتاج "مواد زهرية"، يُنصح بتجنب تحبيب مادة آلة الإرجاع مباشرةً، بل يجب خلطها مع المادة الخام وإعادة طحنها؛ واستخدام قوالب حلقية عالية الجودة للتحكم في نعومة ثقوب القوالب، وإذا لزم الأمر، صقل ثقوب القوالب الحلقية قبل الاستخدام.
يُوصى بتجهيز وحدة تكييف تفاضلية ثنائية المحور ذات طبقتين ووحدة تكييف ذات غلاف ممتد ذات طبقتين، بزمن تبريد يصل إلى 60-120 ثانية ودرجة حرارة تبريد تتجاوز 100 درجة مئوية. يتميز التبريد بالتجانس والأداء الممتاز. كما أن استخدام مدخل هواء متعدد النقاط يزيد بشكل كبير من مساحة المقطع العرضي للمادة والبخار، مما يُحسّن من نضج المادة ويُعزز من فعالية التبريد والتطبيع. ويمكن للوحة التحكم الرقمية ومستشعر درجة الحرارة عرض درجة حرارة التكييف، مما يُسهّل على المستخدمين التحكم بها في أي وقت.
معلومات الاتصال بالدعم الفني":"
واتساب: +8618912316448
بريد إلكتروني":"hongyangringdie@outlook.com
تاريخ النشر: 26 يوليو 2023








